Trans-European Plastics (TEP) is one of Europe's largest manufacturers of plastic household items. Its French factory makes a range of over 500 products that are sold to wholesalers and large retailers throughout Europe. The company dispatches orders within 24 hours of receipt of using an international carrier. All customers would expect to receive their requirements in full within one week.
The manufacturing operation is based on batch production, employing 24 large injection-moulding machines. Weekly production schedules are prepared by the Planning and Control office, detailing the sequence of products (moulds and colours) to be used, the quantity required for each batch, and the anticipated timing of each production run. Mould changes ('set-ups') take on average three hours, at an estimated cost of 500 euros per set-up.
Concerned about the declining delivery reliability, increased levels of finished goods inventory, and falling productivity (apparently resulting from 'split-batches' where only part of a planned production batch is produced to overcome immediate shortages), the CEO, Francis Lamouche, employed consultants to undertake a complete review of operations.
On 2 January, a full physical inventory check was taken. A representative sample of 20 products from the range
Because of current high demand for many products, the backlog of work for planned stock replenishment currently averages two weeks, and so all factory orders must be planned at least that far in advance. The re-order quantities had always been established by the Estimating Department at the time when each new product was designed and the manufacturing costs were established, based on the Marketing Department's estimates of likely demand. Recently, however, to minimize the total cost of set-ups and to maximize capacity utilization, all products are planned for a minimum production run of 20 hours. The individual re-order levels have not been reviewed for several years, but these were originally based on two weeks' average sales at that time.
About 20 per cent of the products are very seasonal (e.g. Garden Range), with peak demand from April to August. Storage bins sell particularly well from October to December. The European Marketing Manager summarized the current position, 'Our coverage of the market has never been so comprehensive; we are able to offer a full range of household plastics, which appeals to most European tastes. But we will not retain our newly developed markets unless we can give distributors confidence that we will supply all their orders within one week. Unfortunately, at the moment, many receive several deliveries for each order, spread over many weeks. This certainly increases their administrative and handling costs, and our haulage costs. And sometimes the shortfall is only some small, low-value items like clothes pegs.'
The factory operates on three, seven-hour shifts, Monday to Friday: 105 hours per week, for 50 weeks per year. Regular overtime, typically 15 hours on a Saturday, has been worked most of the last year. Sunday is never used for production, allowing access to machines for routine and major overhauls. Machines are laid out in groups so that each operator can be kept highly utilized, attending to at least four machines. Any product can be made on any machine.
Pierre Dumas, the production manager, was concerned about storage space:
1. At the moment our warehouse is full, with products stacked on the floor in every available corner, which makes it vulnerable to damage from passing forklifts and from double-handling. We have finally agreed to approve an extension (costing over one million euros) to be constructed in June-September this year, which will replace contract warehousing and associated transport which is costing us about 5 per cent of the manufacturing costs of the stored items. The return on investment for this project is well above our current 8 per cent cost of capital. There is no viable alternative, because if we run out of space, production will have to stop for a time. Some of our products occupy very large volumes of rack space. However, in the meantime we have decided to review all the re-order quantities. They seem either to result in excessive stock or too little stock to provide the service required. Large items such as the Baby Bath (Item 143BB) could be looked at first. This is a good starting point because the product has stable and nonseasonal demand. We estimate that it costs us around 20% of the manufacturing variable costs to store such items for one year.'
Questions
1 Why is TEP unable to deliver all its products reliably within the target of one week, and what effects might that have on the distributors?
2 Applying the EBQ1 model, what batch size would you recommend for the babybath (143BB)? How long will each batch take to produce, and how many batches per year will be made? Should this model be applied to calculate the re-order quantity for all the products, and if not, why?
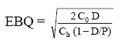
Where:
Co = Cost of Setup
D = Demand Rate
Ch = Annual unit holding cost
P = Production Rate
1. The Economic Batch Quantity (EBQ) which has some similarities but is different from the Economic Order Quantity (EOQ). The batch size is calculated by a formula that minimises the cost through balancing the set up cost against the cost of stock.
2. How would the EBQ change if the set-up costs were reduced by 50 per cent, and the holding costs were re-assessed at 40 per cent, taking account of the opportunity costs of capital at TEP?
3. What internal problems result from the current planning and control policies? In particular, analyse stock turns and availability (e.g. high and low levels).
4. Using Pareto analysis, categorize the products into Classes A, B, C, based on usage value. Would this approach be useful for categorizing and controlling stock levels of all the products at TEP?
5. What overall recommendations would you make to Francis Lamouche about the proposed investment in the warehouse extension?