Reference no: EM132433673
Question 1. For each of the following processes, identify at least one control objective in each of the seven categories introduced in Section 2.2. Describe a feedback approach appropriate for achieving each objective.
(a) The reactor-separator system in Figure 1.8
(b) The boiler in Figure 14.17
(c) The distillation column in Figure 15.18

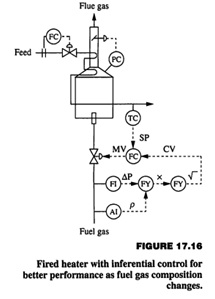
(d) The ?red heater in Figure 17.17
Question 2. The best distribution of variable values depends strongly on the performance function of the process. Three different performance functions are given in Figure Q2.2. In each case, the average value of the variable (xave) must remain at the speci?ed value, although the distribution around the average is not speci?ed. Theperformance function, P, can be assumed to be a quadratic function of the variable, x, in every segment of the distribution.
Pi = a + b (xi -xave) + c (xi - xave)2
For each of the cases in Figure Q2.2, discuss the relationship between the distribution and the average pro?t, and determine the distribution that will maximize the average performance function. Provide quantitative justi?cation for your result.

Question 3. The ?red heater example in Figure 2.11 had a hard constraint. (a) Sketch the performance function for this situation, including the performance when violations occur, on the ?gure. (b) Assume that the distribution of the temperature would have 0.005 fraction of its operation exceeding the limit of 864°C and that each time the limit is exceeded, the plant incurs a cost of $1,000 to restart the equipment. Can you calculate the total cost per year for exceeding the limit? (c) Make any additional assumptions and complete the calculation.

Question 4. Sometimes there is no active hard constraint. Assume that the ?red heater in Figure 2.11 has no hard constraint, but that a side reaction forming undesired products begins to occur significantly at 850°C. This side reaction has an activation energy with larger magnitude than the product reaction. Sketch the shape of the performance function for this situation. How would you determine the best desired (average) value of the temperature and the best temperature distribution?
Question 5. Sometimes engineers use a shortcut method for determining the average process performance. In this shortcut, the average variable value is used, rather than the full distribution, in calculating the performance. Discuss the assumptions implicit in this shortcut and when it is and is not appropriate.
Question 6. A chemical plant produces vinyl chloride monomer for subsequent production of polyvinyl chloride. This plant can sell all monomer it can produce within quality speci?cations. Analysis indicates that the plant can produce 175 tons/day of monomer with perfect operation. A two-month production record is given in Figure Q2.6. Calculate the pro?t lost by not operating at the highest value possible. Discuss why the plant production might not always be at the highest possible value.

Question 7. A blending process, shown in Figure Q2.7, mixes component A into a stream. The objective is to maximize the amount of A in the stream without exceeding the upper limit of the concentration of A, which is 2.2 mole/m3. The current operation is "open-loop," with the operator occasionally look ing at the analyzer value and changing the ?ow of A. The ?ow during the period that the data was collected was essentially constant at 1053 m3/h. How much more A could have been blended into the stream with perfect control, that is, if the concentration of A had been maintained exactly at its maximum? What would be the improvement if the new distribution were normal with a standard deviation of 0.075 mole/m3?
Question 8. The performance function for a distillation tower is given in Figure Q2.8 in terms of lost pro?t from the best operation as a function of the bottoms impurity, *B (Stout and Cline, 1978). Calculate the average performance for the four distributions (A through D) given in Table Q2.8 along with the average and standard deviation of the concentration, x&. Discuss the relationship between the distributions and the average performance.

Question 9. Pro?t contours similar to those in Figure Q2.9 have been reported by Gorzinski (1983) for a distillation tower separating normal butane and isobutane in an alkylation process for a petroleum re?nery. Based on the shape of the pro?t contours, discuss the selection of desired values for the distillate and bottoms impurity variables to be used in an automation strategy. (Recall that some variation about the desired values is inevitable.) If only one product purity can be controlled tightly to its desired value, which would be the one you would select to control tightly?