Progressive Die
It is as well called a follow on die. The progressive die is displayed in below Figure. It performs two or more than two operations in one stroke of a ram at different stages. First operation is punching that is followed by blanking. The metal strip is transferred to the next station in among the stroke to generate a complete work piece.
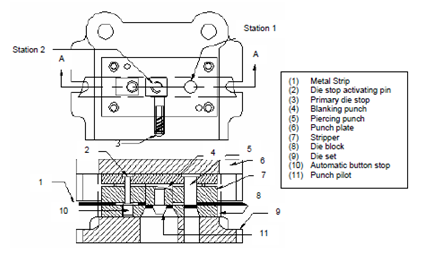
Figure: Progressive Die
While the piercing punch cuts a hole in the strip, the blanking punch draws out a portion of the metal strip where a hole had been pierced at a preceding station. The metal strip is fed into the die manually or mechanically. The primary stop is pushed in through hand and lead end is then made to contact with it. The press is now made to operate to pierce a hole at station no. 1. As the primary stop is released, the strip is transferred to the station no. 2. The strip contacts along with automatic button die stop at station 2. Throughout the next stroke, the pilot on blanking punch enters the previously pierced hole that makes sure the exact alignment of the strip to be blanked next. The die stop activation pin pushes the die stop pin beneath the edge of the blank. Therefore the strip is transferred to next station on return stroke of the ram. The button die stop pin returns to its standard position and holds the strip on the inside wall of the blanked hole. Throughout the third stroke, other complete part is produced and thereafter parts are generated at each stroke of the ram. In a progressive die, force needed is reduced to a large extent because of the staggering of punches. The drawback of progressive die is that it makes balancing of the punches difficult.